


Introduction
You’ve installed a fresh batch of honeycomb activated carbon block in your VOCs treatment system. At first, everything runs smoothly—exhaust gases are purified, emissions remain within limits, and performance is stable. Over time, however, subtle changes begin to appear: outlet concentrations rise, and pressure drop increases. The honeycomb activated carbon block that once worked efficiently is no longer performing as expected.
This is not a sudden failure, but a gradual process known as fatigue. Like materials that degrade under repeated stress, a honeycomb activated carbon block slowly loses adsorption efficiency through continuous operation, becoming less effective over time.
Understanding why this happens is essential for maintaining stable VOCs treatment performance, whether you use HRFIL products or other suppliers’ honeycomb activated carbon block solutions.
What Does “Fatigue” Mean for a Honeycomb Activated Carbon Block?
Fatigue in a honeycomb activated carbon block does not refer to mechanical fatigue in the traditional sense, although structural degradation can be part of the outcome. In this context, fatigue describes a gradual decline in adsorption performance, structural stability, and overall efficiency that occurs over repeated adsorption–desorption cycles.
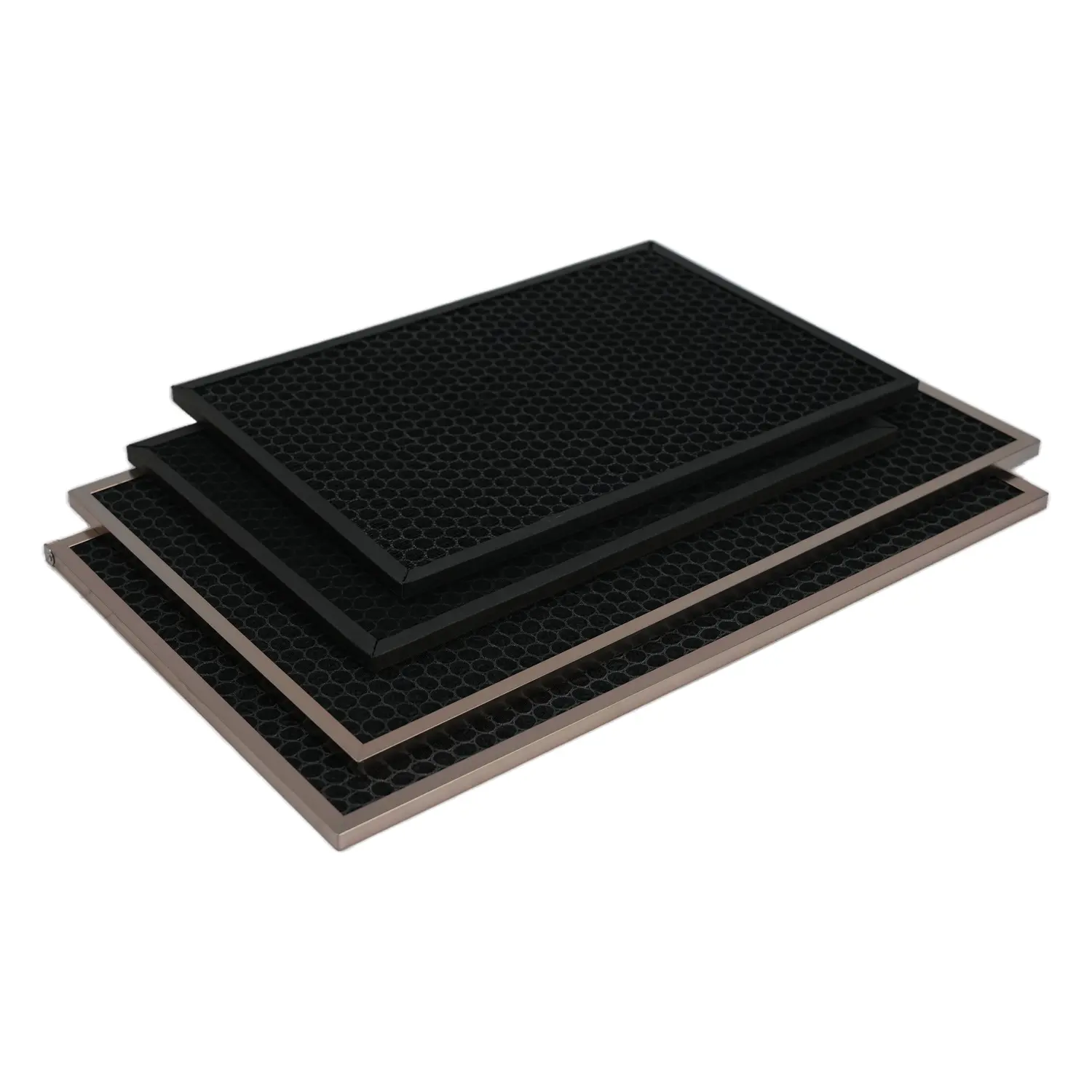
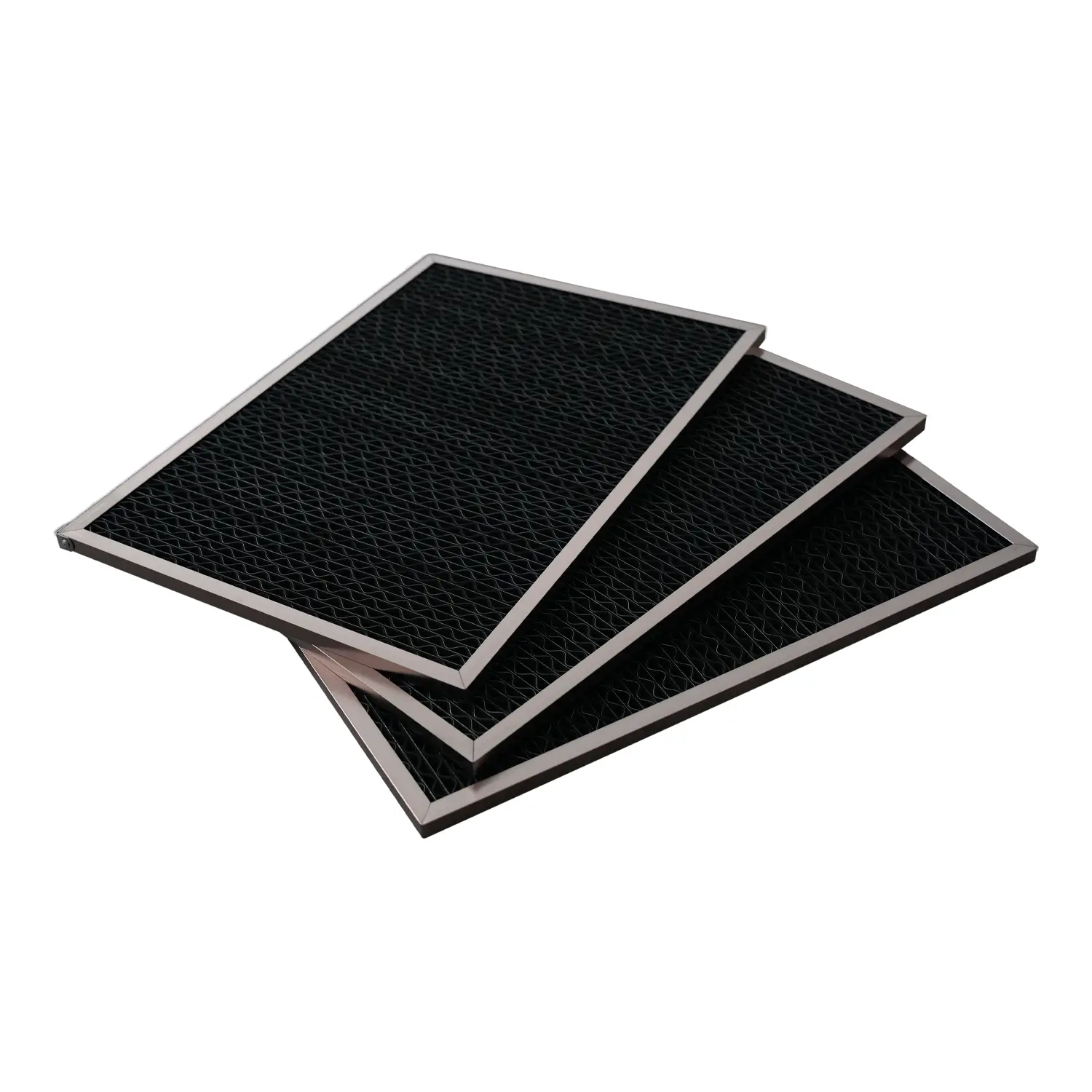
A new honeycomb activated carbon block typically has a well-developed pore structure, high micropore density, and low airflow resistance, resulting in strong adsorption capacity and efficient gas treatment. However, as it operates over time, these properties gradually deteriorate. Micropores become blocked, active adsorption sites are occupied or deactivated, and the internal structure weakens.
This cumulative effect of physical, chemical, and thermal stress is what we define as fatigue—leading to a steady reduction in the performance of the honeycomb activated carbon block.

The Primary Causes of Fatigue in Honeycomb Activated Carbon Block
Understanding why a honeycomb activated carbon block experiences fatigue is the first step toward preventing it. The causes are often interconnected and, in real-world applications, usually occur simultaneously.
Inadequate Pre-treatment: The Silent Killer
One of the most common causes of early fatigue is insufficient pre-treatment of inlet gases. When exhaust streams containing dust, oil mist, or large particulate matter enter the system without proper filtration, problems develop quickly. These particles block the surface pores of the honeycomb activated carbon block. When combined with moisture from upstream scrubbers, they can form deposits that dry and harden on the carbon surface, effectively sealing adsorption sites.
This is not a minor issue. Field data suggests that around 25% of adsorption system failures are linked to poor pre-treatment design. In such cases, the honeycomb activated carbon block is forced to handle contaminants it was not designed for, leading to rapid clogging. For example, in coating workshops where paint mist and solvent vapors coexist, the absence of a pre-filter can cause the honeycomb activated carbon block to show clear fatigue within just a few weeks.
Moisture and Humidity: The Structural Threat
Moisture is another key factor affecting honeycomb activated carbon block performance. In environments with fluctuating humidity, repeated adsorption and desorption of water causes physical stress inside the structure. Over time, this can lead to micro-cracks and structural weakening.
These cracks are not just surface defects. They create preferential airflow channels, allowing gases to bypass active carbon regions—a phenomenon known as channeling. As a result, adsorption becomes uneven: some areas saturate quickly while others remain underutilized, significantly reducing overall efficiency.
In high-humidity conditions, a honeycomb activated carbon block may also soften or deform. While hydrophobic or coated variants can reduce this risk, standard products remain vulnerable, especially in outdoor or moisture-rich applications.
Thermal Stress and Temperature Extremes
Temperature control plays a critical role in honeycomb activated carbon block performance. Although the material performs best around 30–50°C, higher temperatures reduce adsorption efficiency. More importantly, frequent temperature fluctuations create internal stress.
During thermal regeneration, the honeycomb activated carbon block is exposed to high temperatures (typically 300–700°C) and then cooled. Repeated cycles of expansion and contraction can weaken the structure and cause cracking. Over time, the binder material begins to degrade, making the block more brittle and prone to dusting.
Industry experience shows that after several regeneration cycles (typically 5–7), a honeycomb activated carbon block may lose a significant portion of its mechanical strength, directly accelerating fatigue.
Chemical Poisoning: Irreversible Loss of Activity
Certain VOCs and chemical compounds can react irreversibly with activated carbon surfaces. These substances form strong chemical bonds that cannot be removed through normal regeneration. This process is known as chemical poisoning and results in permanent loss of active adsorption sites.
Common poisoning agents include silicone oils, high-molecular-weight organics, and reactive acidic or alkaline compounds that promote surface polymerization.
Once a honeycomb activated carbon block is chemically poisoned, its performance cannot be fully restored. This makes gas composition analysis essential before system design. In practice, suppliers like HRFIL often recommend customized carbon formulations to reduce the risk of irreversible adsorption and extend service life.
Manufacturing Defects: The Hidden Weakness
Not all honeycomb activated carbon block products offer the same durability. Poor manufacturing control can lead to weak structure, low adsorption capacity, and early failure under normal operating conditions.
Key factors affecting fatigue resistance include:
- Binder quality and ratio – Poor bonding leads to early structural breakdown
- Calcination temperature – Improper firing creates internal stress and a weak structure
- Honeycomb cell density – Thin walls reduce strength; overly thick walls limit adsorption efficiency
- Post-treatment processes – Acid washing or coating can improve resistance to moisture and chemicals
High-quality suppliers like HRFIL implement strict production control to ensure consistent performance. However, products from uncertified sources may begin to fatigue even at early stages of operation.
How to Identify Fatigue in Your Honeycomb Activated Carbon Block
Early detection of fatigue can save your system from complete failure. Watch for these telltale signs:
Rising Pressure Drop
As micropores clog and the block structure deforms, resistance to airflow increases. If your system’s fan needs to work harder to maintain the same flow rate, your honeycomb activated carbon block is likely fatiguing.
Declining Outlet Concentration
When the adsorption capacity drops, the concentration of VOCs in the outlet stream rises. Regular monitoring of outlet readings is the simplest way to track the health of your honeycomb activated carbon block.
Visible Cracks or Dusting
Inspecting the block physically—or through sight glasses—can reveal cracks, broken edges, or carbon dust accumulation downstream. These are clear signs that the honeycomb activated carbon block is structurally fatigued.
Uneven Saturation Profiles
Using portable gas detectors along the bed depth can show whether the front layers are saturated while the back layers remain fresh. This indicates channeling, a classic fatigue symptom in a honeycomb activated carbon block.
Comparing Fatigue Resistance: Standard vs. Premium Honeycomb Activated Carbon Block
| Factor | Standard Honeycomb Activated Carbon Block | Premium/Coated Honeycomb Activated Carbon Block |
|---|---|---|
| Moisture Resistance | Limited; cracks and softens under humidity cycling | Enhanced hydrophobic coatings or water-resistant binders prevent moisture ingress |
| Thermal Stability | Prone to binder degradation above 400°C | Maintains integrity up to 600°C with special binders |
| Crush Strength | ~0.5–0.8 MPa (initial) | ~1.2–1.5 MPa, retains >80% after 10 regeneration cycles |
| Chemical Poisoning Resistance | Susceptible to high-molecular-weight compounds | Custom pore size distribution excludes large molecules, reducing irreversible adsorption |
| Typical Service Life | 1–2 years under moderate loads | 3–5 years with proper pre-treatment and regeneration |
| Cost per Cycle | Lower upfront, higher long-term replacement cost | Higher initial investment, lower total cost of ownership |
When choosing a honeycomb activated carbon block, consider the total lifecycle cost rather than the purchase price alone. A premium product from a trusted supplier like HRFIL may significantly reduce the fatigue rate, giving you more uptime and fewer replacements.
Best Practices to Extend the Lifespan of Your Honeycomb Activated Carbon Block
Prevention is always better than a cure. Adopt these strategies to keep your honeycomb activated carbon block fatigue‑free longer.
Upgrade Your Pre-treatment System
Install high-efficiency particulate filters, oil removal devices, and dehumidifiers upstream of the carbon bed. This reduces the load of physical contaminants and moisture, allowing the honeycomb activated carbon block to focus on adsorption rather than filtering particles.
Control Inlet Temperature
Keep the gas temperature entering the honeycomb activated carbon block below 40°C. If necessary, use a heat exchanger or cooling coil. Avoid sudden temperature swings during regeneration—ramp up and down gradually to minimize thermal shock.
Optimize Regeneration Cycles
Regeneration is essential, but it can accelerate fatigue. Use lower temperatures (300–400°C) whenever possible, and ensure sufficient purge gas flow to carry away desorbed VOCs. Monitor the regeneration outlet concentration to know when the cycle is complete, avoiding overheating that damages the honeycomb activated carbon block.
Implement Regular Inspections
Schedule monthly visual inspections and quarterly performance tests (pressure drop, adsorption efficiency). Keep a log of your honeycomb activated carbon block’s performance metrics to detect fatigue trends early.
Consider Acid Washing or Special Coatings
If your exhaust gas contains alkaline or sticky substances, periodic acid washing can dissolve deposits and restore some porosity. Alternatively, specify a honeycomb activated carbon block with an anti‑oil or anti‑water coating from the start—HRFIL offers such customized solutions.
Real‑World Case: How Fatigue Led to System Shutdown
Consider a real-world case from a printing plant in Southeast Asia. The facility installed a standard honeycomb activated carbon block without any pre-filtration system. As a result, ink mist and paper dust in the exhaust stream rapidly accumulated on the carbon surface, leading to severe clogging.
Within three months, system pressure drop had doubled, and outlet VOC concentrations began to exceed regulatory limits. When the carbon tower was inspected, the upper layer of the honeycomb activated carbon block was found to be completely sealed by a hardened crust, while the lower layers remained largely unused—a typical case of channeling-induced fatigue.
After replacing the media, the plant upgraded its pre-treatment system by adding a cyclone separator and a bag filter upstream. With improved inlet control, the new honeycomb activated carbon block operated stably for more than two years with periodic regeneration, significantly reducing downtime and disposal costs.
The Economic Impact of Ignoring Fatigue
Premature fatigue of your honeycomb activated carbon block doesn’t just affect emissions—it hits your bottom line. Consider the costs:
-
Replacement cost of new carbon blocks and disposal of spent material.
-
Downtime during replacement, often 2–3 days, which can halt production.
-
Energy penalty from higher fan power due to increased pressure drop.
-
Regulatory fines for exceeding emission limits if fatigue goes unnoticed.
A proactive maintenance program for your honeycomb activated carbon block can reduce total operating costs by 20–40% over five years, according to industrial case studies.
When to Replace Rather Than Regenerate
Regeneration is not a cure‑all. After multiple cycles, your honeycomb activated carbon block will reach a point where the marginal benefit of regeneration is outweighed by the damage. Signs that it’s time to replace include:
-
Crush strength reduced by >40% from the initial value.
-
Adsorption capacity falls below 60% of the original, even after thorough regeneration.
-
Excessive dusting or crumbling, indicating binder failure.
-
Frequent cracking even after gentle regeneration.
At this stage, the honeycomb activated carbon block is too fatigued to recover, and a new one is the only sensible solution.
Conclusion: Fatigue Is Manageable with the Right Approach
Every honeycomb activated carbon block will eventually experience fatigue, as it is an inherent characteristic of physical adsorption materials. However, the rate of performance decline can be effectively controlled. By understanding the key causes—such as insufficient pre-treatment, moisture exposure, thermal stress, chemical poisoning, and manufacturing quality—and applying proper system design and maintenance practices, the service life of a honeycomb activated carbon block can be significantly extended.
Rather than treating fatigue as an unpredictable failure, it should be viewed as a manageable and measurable process. With regular monitoring, optimized operating conditions, and the selection of a high-quality honeycomb activated carbon block from a reliable supplier like HRFIL, VOCs treatment systems can maintain stable performance and long-term cost efficiency.
When signs such as rising pressure drop, reduced adsorption efficiency, or structural degradation begin to appear, the system should be evaluated early. In many cases, working with an experienced supplier to optimize pre-treatment design and select a more suitable honeycomb activated carbon block can help prevent further decline and restore stable operation.